Specificații morii:
Moara SAG Φ6×3m (prima treaptă) și Φ4.27 ×7,3 m moara cu bile de preaplin (a doua etapă)
Descrierea problemelor:
Φ6×3m moara SAG cu viteză constantă (prima etapă) și Φ4.27×7.3m moara cu bile de preaplin (a doua etapă) se aplică pentru a zdrobi și separa minereul de aur în fabrica de prelucrare minieră a Dulan Jinhui Mining Co. ., Ltd. Duritatea minereului Protodikonov este f=10-12, dimensiunea materialului de alimentare este mică, iar materialul de 80-120 mm acoperă aproximativ 18% (vezi Fig. 1). Max. diametrul bilelor de frezat în cele două tipuri de mori este Φ120mm. Toate materialele căptușelilor de moare sunt HMCB02, iar structura căptușelilor de capăt ale morii sunt toate designul de segmentare a două bucle. Pentru moara SAG, tipul de preaplin pentru descărcarea mineralelor și căptușele cilindrilor sunt proiectate ca configurație de distanță de înaltă și amp; bare de ridicare dreptunghiulare joase. Producția nominală pe oră a fiecărei mori este de 100 tone/h, iar producția reală pe oră a fiecărei morii a ajuns la 91,6 tone/h, acum producția pe oră a fiecărei morii este de 65 tone/h. Am constatat că căptușele cilindrilor din locurile barelor de ridicare înalte sunt uzate serios după funcționarea timp de 45 de zile (vezi fig. 2). Sistemul electroacustic reflectă sunetul de frezare este greu (semnalul electro-acustic de ieșire este de 4mA). Pentru moara cu bile de preaplin Φ4,27×7,3m, fețele de lucru ale căptușelilor cilindrilor sunt proiectate ca o formă geometrică cu un vârf de undă. Grosimea vârfului valului este de 116 mm, iar grosimea văii valului este de 50 mm. Diferența dintre vârful valului și vale este de 66 mm. Sistemul electroacustic reflectă sunetul de frezare este clar (semnalul electro-acustic de ieșire este de 11mA). Deci, pentru SAG, viteza de uzură și condițiile de căptușeală sunt anormale, iar producția pe oră a fiecărei moară nu poate atinge cerințele, iar sunetul de frezare este anormal. Iar pentru moara cu bile de preaplin, sunetul de frezare este de asemenea anormal.
Soluție:
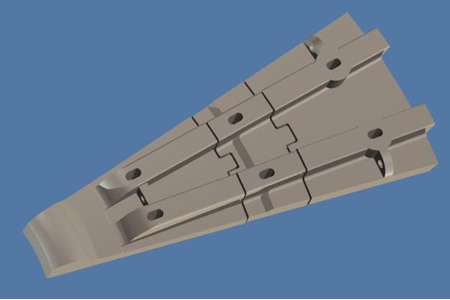
SAG Mill - pe baza stării detaliate de la fața locului, CIC a proiectat barele de ridicare ale căptușilor cilindrilor la un trapez înalt (vezi fig. 3 și 4), pentru a ridica eficient mediu în moara și ghidați bilele de frezat care urmează să fie aruncate pe fețele de lucru ale zonei de îmbogățire a materialului de pe fundul morii și obțineți o zdrobire de înaltă eficiență a materialului de alimentare. Planul optimizat poate prelungi dramatic durata de viață a căptușelilor morii, poate scădea producția pe oră (exemple de succes: Φ6,4×4,88m SAG în Tonghua Corporation Xinqiao Mining Co., Ltd și Φ7×3,5m SAG în Jiangtong Corporation Yinshan Mining Co. , Ltd.). Pentru căptușelile de capăt ale frezei, le-am proiectat ca structuri de segmentare în trei bucle (vezi Fig. 5). Experiența reală de funcționare arată că căptușelile de capăt ale frezei din bucla interioară nu sunt toate necesare pentru a fi înlocuite după ce au fost aplicate la planul nostru de proiectare optimizat (exemplu de succes, Φ6 .4×4.88m SAG în Tonghua Corporation Xinqiao Mining Co., Ltd.).
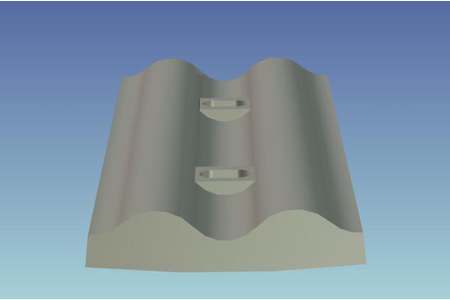
Moara cu bile de preaplin - se bazează pe caracteristicile minereului și joacă suficient Funcția de măcinare a morii cu bile de preaplin, am sugerat că dimensiunea bilelor principale de frezat este Φ80mm și am proiectat căptușelile ca vârfuri cu val dublu (vezi Fig. 6), iar diferența dintre vârful valului și valea este de 50mm. Între timp, CIC a proiectat căptușeala morii de capăt ca o structură de segmentare în trei bucle, pentru a reduce greutatea căptușelilor de capăt reziduale de casare în bucla interioară (exemplu de succes, Φ4,27×6,1 m moara cu bile de preaplin din Fengyuan Molybden
Industry Co., Ltd.).

 English
English  日本語
日本語  français
français  Deutsch
Deutsch  Español
Español  italiano
italiano  русский
русский  português
português  العربية
العربية  română
română  Nederland
Nederland  日本語
日本語